
Точечная сварка в промышленности применяется для соединения цветных и стальных листов, профильных заготовок, уголков и других элементов. В бытовых условиях ее используют для ремонта кузовов автомобилей и домашней техники.
На рынке сварочные аппараты стоят дорого, поэтому многие умельцы изготавливают эти агрегаты своими руками из подручных средств. С помощью такого самодельного аппарата можно провести ремонт или изготовление конструкций, что ощутимо сэкономит средства на приобретении нового аппарата и услугах мастера.
Агрегат контактной сварки, изготовленный своими руками , позволяет соединять детали не только из тонкого листового железа, но и сваривать уголки швеллера для изготовления лестниц, профили для стеллажей и многое другое. Всем известно, что контактная сварка производится на специальном оборудовании в промышленном производстве. Однако такой аппарат контактной сварки можно сделать самостоятельно своими руками из микроволновки.
Для изготовления агрегата потребуются следующие детали и инструменты:

Для успешной работы изделие должно иметь большую трансформацию, чем мощнее будет устройство, тем большей толщины сталь можно сваривать. Например, устройство из микроволновой печи обладает мощностью в 850 Вт, значит, с его помощью можно сваривать листы до 1 мм толщиной.
 Такой трансформатор стоит в ряду повышающих устройств и способен вырабатывать напряжение около 3,5 кВ. Чтобы преобразовать его для контактной сварки, прежде необходимо произвести расчет. И лишь затем приступить к демонтажу и последующей сборке основного узла сварочного аппарата. Для этого извлекаем трансформирующее устройство
из корпуса микроволновки.
Такой трансформатор стоит в ряду повышающих устройств и способен вырабатывать напряжение около 3,5 кВ. Чтобы преобразовать его для контактной сварки, прежде необходимо произвести расчет. И лишь затем приступить к демонтажу и последующей сборке основного узла сварочного аппарата. Для этого извлекаем трансформирующее устройство
из корпуса микроволновки.
После чего нужно убрать вторичную обмотку и намотать новых 2−3 витка толщиной не менее 10 мм по сечению жилы, при этом не забыть оставить концы кабеля достаточной длины для соединения с держателем. Если найти такой провод трудно, можно объединить несколько шнуров в один жгут, добившись таким образом нужной толщины.
 Такая обмотка обеспечит напряжение на выходе около 2 В, а силу тока порядка 850А, при этом необходимо использовать провод как можно меньшей длины, чтобы уменьшить сопротивление и соответственно силу тока. В случае если придется соединять сваркой детали толщиной до 5 мм, то здесь потребуется аппарат контактной сварки с более мощным трансформатором.
Такая обмотка обеспечит напряжение на выходе около 2 В, а силу тока порядка 850А, при этом необходимо использовать провод как можно меньшей длины, чтобы уменьшить сопротивление и соответственно силу тока. В случае если придется соединять сваркой детали толщиной до 5 мм, то здесь потребуется аппарат контактной сварки с более мощным трансформатором.
А поскольку за основу берется микроволновая печь , то придется соединять по схеме два аналогичных трансформирующих устройства. При этом надо соблюдать некоторые условия при подсоединении одноименных выводов первичных и вторичных обмоток между собой, в противном случае может произойти короткое замыкание.
Соединяя два трансформатора, нужно рассчитать совместную силу тока, которая не должна превышать 2 тыс. А. Если она будет завышена, то может не выдержать проводка в доме, и к тому же будут происходить скачки напряжения, что может привести к конфликтам с соседями.
 В качестве электродов применяются медные стержни, при этом чем толще электрод, тем лучше. Для таких агрегатов малой мощности подходят жала от паяльников. Электроды надо регулярно поправлять
, чтобы они не теряли свою коническую форму. Как уже упоминалось выше, провод должен быть минимальной длины и содержать как можно меньше соединений на его протяжении, так как на них происходит потеря мощности.
В качестве электродов применяются медные стержни, при этом чем толще электрод, тем лучше. Для таких агрегатов малой мощности подходят жала от паяльников. Электроды надо регулярно поправлять
, чтобы они не теряли свою коническую форму. Как уже упоминалось выше, провод должен быть минимальной длины и содержать как можно меньше соединений на его протяжении, так как на них происходит потеря мощности.
Для проведения работ на сварочном аппарате , сделанном из микроволновки, нужно управление. Оно состоит из рычага и выключателя, при этом рукоятка должна быть такой длины, чтобы обеспечивался плотный контакт свариваемого изделия между электродами.
Производить сварку из микроволновки своими руками или, другими словами, включать аппарат, можно только при сжатых электродах, иначе будет сильное искрение и подгорание контактов.
Качество соединения зависит от продолжительности токового импульса. При этом нужно следить визуально за цветом сварной точки и отключать аппарат, как только он станет бежевым. Этот момент отключения очень важен, поскольку при передержке электродов между собой может образоваться отверстие на месте сварки, а если недодержать, то сопрягаемые детали не соединятся.
Но все приходит с опытом. Как только точечная сварка аппаратом из микроволновки будет получаться, процесс ремонта многократно облегчится, и услуги профессионалов не понадобятся.
Если микроволновая печь приходит в негодность, возникает вопрос ее утилизации. Но не стоит спешить с отправкой ее на свалку - из прибора можно сделать много других полезных вещей.
Внимание! Прежде чем приступать к разборке микроволновки, необходимо разрядить конденсатор, замкнув его на корпус. Эта предосторожность вызвана длительным сохранением заряда высокого напряжения.
Что можно сделать из микроволновки своими руками? Начнем с простых конструкций:

Научные исследования не диктуют условия нашего проживания, а пытаются лишь разъяснить и использовать во благо нам. Применяйте фантазию для получения нужных и замечательных вещей, поражайте родственников и друзей, а главным образом - себя тем, как все-таки красив мир внутри и вокруг нас.
Сегодня трудно себе представить возведение и создание различных металлических конструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволила сварочному аппарату прочно занять свое место в арсенале любого строителя. Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может соответствовать определенным запросам и требованиям. Поэтому многие стараются сделать трансформатор для сварки самостоятельно. Изготовление самодельного сварочного трансформатора проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Для понимания всего процесса изготовления трансформатора для сварки своими руками необходимо разобраться в принципе его работы, который заключается в преобразовании напряжения 220 Вольт в более низкое напряжение до 80 Вольт. При этом сила тока возрастает с 1,5 Ампер до 160 - 200 Ампер, а в промышленных до 1000 Ампер. Эта зависимость для сварочного трансформатора еще называется понижающей вольтамперной характеристикой и является одной из основополагающих характеристик аппарата. Именно на основании этой зависимости построена вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также созданы различные модели сварочных аппаратов.
С момента открытия явления электрической дуги и создания первого сварочного аппарата прошло более двухсот лет. В течение всего этого времени сварочный трансформатор и способы сварки совершенствовались. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, различной сложности и принципа действия. Среди них наиболее популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и для дуговой.

Наибольшего распространения среди народных умельцев получили трансформаторы дуговой сварки. Причин такой популярности несколько. Во-первых, простая и надежная конструкция аппарата. Во-вторых, широкий диапазон применения. В-третьих, простота и мобильность. Но кроме описанных выше преимуществ, ручная дуговая сварка имеет ряд недостатков, среди которых основными являются низкий КПД и зависимость качества сварочного шва от навыка сварщика.
Ручная дуговая сварка чаще всего широко применяется для различных ремонтно-строительных работ, изготовления металлических конструкций и частей конструкций, сварки труб. С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
![]()
Конструкция таких трансформаторов довольно проста. Аппарат состоит из самого трансформатора, регулятора силы тока, держателя для электродов и зажима массы. Отдельно стоит выделить центральный элемент - трансформатор. Его конструкция может быть нескольких видов, но наиболее популярными являются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки медного или алюминиевого провода - первичная и вторичная. В зависимости от рабочих характеристик изменяется толщина провода на обмотках, а также количество витков.

Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличается от аппаратов дуговой сварки. Ключевое отличие заключается в способе сварки. Так если при дуговой сварке плавление происходит при помощи электрической дуги, возникающей между электродом и свариваемой поверхностью, то в контактной сварке выполняется точечный нагрев места сварки электричеством при помощи двух заточенных медных электродов и воздействием высокого давления для соединения. В результате металл заготовок в точке воздействия расплавляется и сливается.
Точечная сварка нашла широкое применение в автомобильной промышленности, в строительстве при создании каркаса из арматуры для ЖБ конструкций, сварки тонких листов из алюминия, нержавейки, меди и прочих металлов, требующих специальных условий для сварки.

Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это касается отсутствия наплавляемых электродов. Вместо этого используются заостренные медные контакты, между которыми располагаются свариваемые элементы. Во-вторых, трансформаторы в таких аппаратах менее мощные и выполнены с П-образным сердечником. В-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что для дуговой сварки совсем необязательно.
Но в независимости от того, планируете Вы делать трансформатор дуговой сварки или контактной, необходимо знать их рабочие характеристики. И понимать, за что отвечает каждая из них и как можно изменить ту или иную характеристику.

Работу сварочного трансформатора определяют его рабочие характеристики. Зная и понимая, за что отвечает та или иная характеристика, можно без особых проблем выполнить расчет сварочного трансформатора и собрать аппарат своими руками.
Эта характеристика указывает на напряжение сети, от которой будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда это может быть и 380 В. При выполнении расчетов и создании схемы этот параметр является одним из основных.
Эта характеристика является основной для любого сварочного трансформатора. От величины номинального сварочного тока зависит возможность сварки и резки металлической заготовки. В самодельных и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более что чем выше этот показатель, тем выше вес самого трансформатора. К примеру в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес у таких аппаратов будет более 300 кг.
При сварке металла различной толщины необходима определенная сила тока иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из потребности использования электродов определенного диаметра. Для самодельных сварочных аппаратов дуговой сварки пределы регулировки колеблются от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А до 1000 А и более.
Чтобы сварить металл различной толщины, используя один и тот же аппарат дуговой сварки, приходится регулировать номинальный сварочный ток, а также использовать электроды различного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется низкая сила тока, а для более толстых - наоборот, большая. Тоже самое касается и толщины металла. В приведенной ниже таблице указаны сводные данные по диаметрам используемых электродов в зависимости от толщины металла и силы тока трансформатора.
Важно! Для трансформаторов контактной сварки диаметр электродов также важен. Но при этом используются два параметра - диаметр самого электрода и диаметр его конусовидной части.
Как мы уже знаем, сварочный трансформатор работает на понижение входящего напряжения до более низкого значения. Напряжения на выходе называется номинальным и не превышает 80 Вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 - 70 Вольт. Причем эта характеристика не регулируема и задается изначально. Трансформаторы для точечной сварки, в отличие от дуговых, имеют еще более низкое номинальное напряжение порядка 1,5 - 2 Вольта. Такие показатели вполне закономерны, учитывая связь между напряжением и силой тока. Чем выше должна быть сила тока, тем меньше напряжение.
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает на то, сколько времени можно работать беспрерывно и сколько необходимо давать ему остыть. У самодельных сварочных трансформаторов номинальный режим находится в переделах 30 %. То есть из 10 минут 3 можно варить беспрерывно и 7 минут оставлять на отдых.
По сути эти два показателя мало на что влияют. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора. Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Необходимо отметить, что при выполнении расчетов значение потребляемой мощности необходимо знать и учитывать.
Этот показатель важен для дуговых сварочных трансформаторов. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами безопасности и не должно превышать 80 Вольт.
Создавая трансформатор для сварки своими руками, не обойтись без его принципиальной схемы. По сути особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На приведенной ниже схеме изображен самый простой дуговой сварочный трансформатор.

Важно! Тем, кто плохо разбирается или совсем не разбирается в электрических схемах, следует вначале ознакомиться с ГОСТ 21.614 «Изображения условные графические электрооборудования и проводок в оригинале». И лишь затем переходить к созданию схемы для сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора совершенствовалась. Сегодня в самодельных аппаратах для сварки можно увидеть диодные мосты и различные регуляторы силы сварочного тока. На приведенной ниже схеме дугового сварочного трансформатора видно, как интегрирован в неё диодный мост.

Важно! Наибольшую популярность среди самодельных дуговых сварочных трансформаторов имеет тороидальный. Такой аппарат обладает прекрасными рабочими характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. Это касается в первую очередь высокого КПД и номинальной силы тока, что выгодно сказывается на общем весе аппарата.
В отличие от описанных выше, схема трансформатора для точечной сварки более сложная и может включать в себя конденсаторы, тиристоры и диоды. Такое наполнение позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.

Помимо приведенных схем сварочных аппаратов существуют и другие. Найти их не составит особого труда. Они размещены как в сети интернет, так и в различных журналах и книгах об электротехнике. Обзаведясь наиболее понравившейся схемой, можно приступать к расчетам и сборке сварочного трансформатора.
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора для сварки. Зная заранее, какими должны быть номинальная сила тока, напряжение на первичной и вторичной обмотках, а также другие параметры, выполняется расчет для обмоток, сердечника и сечения провода.
При выполнении расчетов трансформатора для сварки за основу берутся следующие данные:
В качестве примера расчетов возьмем следующие параметры для сварочного трансформатора: напряжение сети U1=220 В, напряжение вторичной обмотки U2=60 В, номинальная сила тока 180 А, площадь сечения сердечника Sс=45 см2, площадь окна So=100 см2, плотность тока в обмотке 3 А.
P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Важно! В данной формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа ПЛ, ШЛ 1,7.
Важно! Также как и в первой формуле, коэффициент 50 использован для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов он будет равен 35, а для сердечников типа ПЛ, ШЛ 40.
Теперь выполняем расчет максимальной силы тока на первичной обмотке по формуле: Imax = P/U = 6750/220 = 30,7 А. Осталось на основании полученных данных выполнить расчет витков.
Для расчета витков используем формулу Wх =Uх*K. Для вторичной обмотки это будет W2 = U2*K = 60*1,11 = 67 витков. Для первичной расчет выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, выполняется расчет ступеней регулирования силы тока. Это делается для вывода провода на определенном витке. Выполняется расчет по следующей формуле: W1ст = (220*W2)/Uст.
Uст - выходное напряжение вторичной обмотки.
W2 - витки вторичной обмотки.
W1ст - витки первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P/I. К примеру нам необходимо сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставив данные в формулу, получим U1ст1=75 В, U1ст2=67,5 В, U1ст3=52 В, U1ст4=42,2 В.
Полученные значения подставляем в форму расчета витков для ступеней регулировки и получаем W1ст1=197 витков, W1ст2=219 витков, W1ст3=284 витка, W1ст4=350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5 %, получим реальное количество витков - 385 витков.
Напоследок рассчитываем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой обмотки на плотность тока. В результате получим Sперв = 11 мм2 и Sвтор = 60 мм2.
Важно! Расчет трансформатора контактной сварки выполняется аналогичным образом. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки для таких трансформаторов порядка 2000 - 5000 А для маломощных и до 150000 А для мощных. В дополнение для таких трансформаторов регулировка делается до 8 ступеней с использованием конденсаторов и диодного моста.
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.

Работы начинаем с создания каркасов для обмоток . Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.

Собрав каркасы для обмоток, изолируем их термостойкой изоляцией . После чего начинаем мотать обмотки.


Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Важно! Прежде чем установить и закрепить болты на концах проводов, протягиваем последние сквозь дополнительные отверстия, прорезанные в верхней пластине каркаса из текстолита.


Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора . Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.

По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
![]()
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм 2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм 2 . При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган - два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки - с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода - пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы - электроды изнашиваются очень медленно, особенно при любительской сварке.
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче - диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора - конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа - угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм 2 , закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео:
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры - самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки - пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Нередко встречаются ситуации, в которых необходимо соединить металлические изделия или отремонтировать различные конструкции. Чтобы справиться с этим, нужно знать, как сделать точечную сварку своими руками. Аппарат для её проведения можно собрать самостоятельно в домашних условиях. Это значительно упростит весь процесс и убережёт от больших финансовых затрат.
Самодельная точечная сварка - это довольно трудное мероприятие, которое требует наличия специального оборудования и навыков подобной работы. Однако при правильном подходе можно значительно упростить процесс и выполнить работу в кратчайшие сроки.
Такой способ соединения металлических деталей имеет большое количество преимуществ. Все они делают точечную сварку одной из самых часто используемых. Среди положительных моментов стоит выделить следующие:

Среди большого количества преимуществ, есть и один недостаток. Специалисты считают такой вид соединения негерметичным.
Сварка любых изделий происходит по одному и тому же принципу. При этом важно внимательно проводить все операции и не упустить даже самый незначительный нюанс. Только в этом случае можно добиться идеального шва и его прочности.
Вся технология состоит из нескольких этапов:

Основой успешного проведения любого вида работ считается правильно проведённая подготовка. Она позволяет взять всё необходимое для осуществления бесперебойного процесса. Для успеха проведения контактной сварки из сварочного аппарата своими руками необходимо правильно выбрать электроды и все необходимые инструменты.
 Главный атрибут контактной сварки - электрод. С его помощью выполняется весь процесс, поэтому очень важно купить оптимальный вариант для проведения определённой работы.
Главный атрибут контактной сварки - электрод. С его помощью выполняется весь процесс, поэтому очень важно купить оптимальный вариант для проведения определённой работы.
Электрод выполняет функцию подводки тока к свариваемым деталям и сжатия металла. Как правило, он изготавливается из сплавов, обладающих высокой теплопроводностью. Наибольшему воздействию подвергается наконечник. Он разогревается до огромных температур и очень быстро изнашивается. Из-за этого во время работы необходимо постоянно его подтачивать. Наиболее часто используемая форма наконечника - конус.
Как правило, электроды стоят довольно дорого, поэтому очень важно максимально продлить срок их службы. Для этого нужно соблюдать такие условия:
Для проведения контактной сварки своими руками нужно изготовить соответствующий агрегат. Делается он при помощи определённого набора инструментов и минимального количества доступных каждому материалов. В процессе работы над устройством понадобится:
После того как выполнены все подготовительные мероприятия, можно приступать к работе над устройством. Его сборка выполняется в несколько этапов и может занять значительный промежуток времени.
Аппарат для точечной сварки делается на основе источника импульса, использующего принцип разряда конденсатора. Благодаря ему можно соединять детали толщиной до 0,5 миллиметров.
Особенности работы такого источника питания:

В случае необходимости можно воспользоваться схемой применяемого устройства. С её помощью новичкам будет проще добиться желаемого результата.
Разряд конденсаторов осуществляется так:
При сварке более крупных заготовок (толщиной до 4 миллиметров) необходимо в несколько раз усилить мощность разряда.
Одна из главных составляющих аппарата для точечной сварки - выходной трансформатор. С его помощью на электрод подаётся нужная сила тока. Такой прибор можно делать своими руками и использовать его в общей конструкции. Для этого нужно выполнить несколько простых действий:

Если всё правильно сделать, то получится трансформатор мощностью 3 тысячи ватт.
Для изготовления аппарата точечной сварки чаще всего используется блок контактов пистолетной формы. Процесс его сборки довольно трудоёмкий и может занять немало времени.
Пошаговая инструкция:
Любой процесс сварки, даже в случае микросварки своими руками, должен выполняться с соблюдением мер безопасности. Это позволит не только сохранить здоровье, но и предотвратить множество негативных последствий. Кроме этого, сварщик должен использовать специальные средства защиты, которые уберегут его от воздействия раскалённого металла и электрического тока.
Среди основных требования безопасности стоит выделить следующие:
Точечная сварка - это довольно трудоёмкое мероприятие, которое требует не только специальных устройств, но и определённых навыков в работе. При этом весь процесс можно производить в домашних условиях и получать требуемый результат с минимальными затратами. При правильном подходе к делу и соблюдении техники безопасности можно увеличить вероятность положительного исхода дела и снизить риск получения каких-либо травм.
Содержание:
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким - от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса - от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.

В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел - трансформатор - можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока - до 1500 ампер.

На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.

Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока - до 80 ампер.

В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет , например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.

Составляет: для С1 и С2 - 47 мкФ, С3 и С4 - 100 мкФ, С5 и С6 - 470 мкФ. Контакты кнопки КН1 должны быть: один - нормально-замкнутый, другой - нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.

Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.

Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.

Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
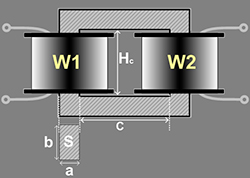
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.









