
В наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Метод ультразвуковой дефектоскопии металлов и других материалов впервые был разработан и практически осуществлен в Советском Союзе в 1928-1930 гг. проф. С. Я. Соколовым.
Ультразвуковые волны представляют собой упругие колебания материальной среды, частота которых лежит за пределами слышимости в диапазоне от 20 кгц (волны низкой частоты) до 500 Мгц (волны высокой частоты).
Ультразвуковые колебания бывают продольные и поперечные. Если частицы среды перемещаются параллельно направлению распространения волны, то такая волна является продольной, если перпендикулярно-поперечной. Для отыскания дефектов в сварных швах используют в основном поперечные волны, направленные под углом к поверхности свариваемых деталей.
Ультразвуковые волны способны проникать в материальные среды на большую глубину, преломляясь и отражаясь при попадании на границу двух материалов с различной звуковой проницаемостью. Именно эта способность ультразвуковых волн используется в ультразвуковой дефектоскопии сварных соединений.
Ультразвуковые колебания могут распространяться в самых различных средах - воздухе, газах, дереве, металле, жидкостях.
Скорость распространения ультразвуковых волн C определяют по формуле:
где f - частота колебаний, гц;
λ - длина волны, см.
Для выявления мелких дефектов в сварных швах следует пользоваться коротковолновыми ультразвуковыми колебаниями, так как волна, длина которой больше размера дефекта, может не выявить его.
Ультразвуковые волны получают механическим, термическим, магнитострикционным (Магнитострикция - изменение размеров тела при намагничивании) и пьезоэлектрическим (Приставка «пьезо» означает «давить») способами.
Наиболее распространенным является последний способ, основанный на пьезоэлектрическом эффекте некоторых кристаллов (кварца, сегнетовой соли, титаната бария): если противоположные грани пластинки, вырезанной из кристалла, заряжать разноименным электричеством с частотой выше 20 000 гц, то в такт изменениям знаков зарядов пластинка будет вибрировать, передавая механические колебания в окружающую среду в виде ультразвуковой волны. Таким образом электрические колебания преобразовываются в механические.
В различных системах ультразвуковых дефектоскопов применяют генераторы высокой частоты, задающие на пьезоэлектрические пластинки электрические колебания от сотен тысяч до нескольких миллионов герц.
Пьезоэлектрические пластинки могут служить не только излучателями, но и приемниками ультразвука. В этом случае под действием ультразвуковых волн на гранях кристаллов-приемников возникают электрические заряды малой величины, которые регистрируются специальными усилительными устройствами.
Существуют в основном два метода ультразвуковой дефектоскопии: теневой и эхо-импульсный (метод отраженных колебаний.)
Рис. 41. Схемы проведения ультразвуковой дефектоскопии
а - теневым; б - эхо импульсным методом; 1 - щуп-излучатель; 2 - исследуемая деталь; 3 - щуп приемник; 4 - дефект
При теневом методе (рис. 41, а) ультразвуковые волны, идущие через сварной шов от источника ультразвуковых колебаний (щупа-излучателя), при встрече с дефектом не проникают через него, так как граница дефекта является границей двух разнородных сред (металл - шлак или металл - газ). За дефектом образуется область так называемой «звуковой тени». Интенсивность ультразвуковых колебаний, принятых щупом-приемником, резко падает, а изменение величины импульсов на экране электронно-лучевой трубки дефектоскопа указывает на наличие дефектов. Этот метод имеет ограниченное применение, так как необходим двусторонний доступ к шву, а в ряде случаев требуется снимать усиление шва.
При эхо-импульсном методе (рис. 41,6) щуп-излучатель посылает через сварной шов импульсы ультразвуковых волн, которые при встрече с дефектом отражаются от него и улавливаются щупом-приемником. Эти импульсы фиксируются на экране электроннолучевой трубки дефектоскопа в виде пиков, свидетельствующих о наличии дефекта. Измеряя время от момента посылки импульса до приема обратного сигнала, можно определить и глубину залегания дефектов. Основное достоинство этого метода состоит в том, что контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления или предварительной обработки шва. Этот метод получил наибольшее применение при ультразвуковой дефектоскопии сварных швов.
Контроль сварных соединений осуществляется при помощи ультразвуковых дефектоскопов, которыми можно выявлять трещины» непровары, газовые и шлаковые включения в стыковых, угловых, тавровых и нахлесточных соединениях, выполненных дуговой, электрошлаковой, газовой и контактной сваркой. Контролировать можно как сварку сталей, так и сварку цветных металлов и их сплавов.
Электрическая схема дефектоскопов, состоящая из отдельных электронных блоков, смонтирована в металлическом кожухе, на передней панели которого находится экран электроннолучевой трубки и расположены рукоятки управления. Дефектоскопы укомплектованы призматическими щупами-искателями (рис. 42) с углами ввода ультразвукового луча 30, 40 и 50° (0,53; 0,7 и 0,88 рад). Придаются также и прямые щупы, при помощи которых ультразвуковые колебания вводятся перпендикулярно поверхности контролируемого изделия. Комплект щупов позволяет выбирать для каждого конкретного случая необходимую схему прозвучивания. Во всех щупах в качестве пьезоэлектрического преобразователя используются пластинки титаната бария.
Рис. 42. Конструктивная схема призматического щупа
1 - кольцо изоляционное; 2 - асбестовая прокладка; 3 - накладка контактная; 4 - втулка изоляционная; 5 - втулка; 6 - пластинка из титаната бария; 7 - корпус;8 - призма из плексигласа
В зависимости от количества щупов и схемы их включения ультразвуковые дефектоскопы могут быть двухщуповыми, в которых один щуп является излучателем, а другой приемником, или однощуповыми, где функция ввода и приема ультразвуковых колебаний выполняются одним щупом. Это возможно потому, что прием отраженного сигнала происходит во время пауз между импульсами, когда никаких других сигналов, кроме отраженных, на пьезоэлектрическую пластинку не поступает.
В качестве индикаторов дефектов применяются электроннолучевые трубки. Ряд дефектоскопов оснащен также световым (электрической лампочкой на искательной головке щупа) и звуковым (динамиком и телефонными наушниками) индикаторами.
Типовая блок-схема импульсного ультразвукового дефектоскопа, работающего по однощуповой схеме, приведена на рис. 43.

Рис. 43. Блок-схема импульсного ультразвукового дефектоскопа УЗД-7Н
1 - задающий генератор; 2 - генератор импульсов; 3 - пьезоэлектрический щуп; 4 - генератор развертки; 5 - приемный усилитель; 6 - электроннолучевая трубка; 7 - контролируемое изделие
Задающий генератор, питаемый переменным током, вырабатывает электрические колебания, передаваемые на генератор импульсов и пьезоэлектрический щуп. В последнем высокочастотные электрические колебания преобразуются в механические колебания ультразвуковой частоты и посылаются в контролируемое изделие. В интервалах между отдельными посылами высокочастотных импульсов пьезоэлектрический щуп при помощи электронного коммутатора подключается к приемному усилителю, который усиливает полученные от щупа отраженные колебания и направляет их на экран электроннолучевой трубки. Таким образом, пьезоэлектрический щуп попеременно работает как излучатель и приемник ультразвуковых волн.
Генератор развертки обеспечивает развертку электронного луча трубки, который прочерчивает на экране электроннолучевой трубки светящуюся линию с пиком начального импульса.
При отсутствии дефекта в контролируемом изделии импульс дойдет до нижней поверхности изделия, отразится от нее и возвратится в пьезоэлектрический щуп. В нем механические колебания ультразвуковой частоты снова преобразуются в высокочастотные электрические колебания, усиливаются в приемном усилителе и подаются на отклоняющие пластины электроннолучевой трубки. При этом на экране возникает второй пик донного импульса (как бы отраженного от дна изделия).
Если на пути прохождения ультразвука встретится дефект, то часть волн отразится от него раньше, чем донный сигнал достигнет пьезоэлектрического щупа. Эта часть волн усиливается приемным усилителем, подается на электроннолучевую трубку и на ее экране между начальным и донным импульсами возникнет пик импульса от дефекта.
Благодаря синхронной работе генератора развертки луча, генератора импульсов и других устройств дефектоскопа взаимное расположение импульсов на экране электроннолучевой трубки характеризует глубину расположения дефекта. Расположив на экране трубки масштабные метки времени, можно сравнительно точно определить глубину залегания дефекта.
Перед началом ультразвукового контроля зачищают поверхность сварного соединения на расстоянии 50-80 мм с каждой стороны шва, удаляя брызги металла, остатки шлака и окалину. Зачистку выполняют ручной шлифовальной машинкой, а при необходимости еще и напильником или наждачной шкуркой.
Чтобы обеспечить акустический контакт между щупом-искателем и изделием, зачищенную поверхность металла непосредственно перед контролем тщательно протирают и наносят на нее слой контактной смазки. В качестве смазки применяют автол марок 6, 10, 18, компрессорное, трансформаторное или машинное масло.
Затем проверяют правильность показаний дефектоскопа на эталонах сварных швов с заранее определенными дефектами.
Контроль стыковых соединений проводят путем поочередной установки щупа по обеим сторонам проверяемого шва.

Рис. 44. Схема проведения ультразвукового контроля
а - перемещение призматического щупа по поверхности изделия; б - контроль прямым лучом; в - контроль отраженным лучом
В процессе контроля щуп-искатель плавно перемещают вдоль обеих сторон шва по зигзагообразной линии (рис. 44, а), систематически поворачивая его на 5-10° в обе стороны для выявления различно расположенных дефектов.
Прозвучивание производят как прямым (рис. 44, б), так и отраженным (рис. 44, в) лучом. Стыковые соединения при толщине металла более 20 мм обычно проверяют прямым лучом. При толщине металла менее 20 мм усиление шва не дает возможности установить щуп так, чтобы ультразвуковой луч проходил через корень шва. В этих случаях контроль осуществляют однократно или двукратно отраженными лучами. При толщине металла менее 8 мм его прозвучивают многократно отраженным лучом.
Пределы перемещения щупа поперек шва зависят от угла ввода луча и способа прозвучивания и определяются по номограммам, прилагаемым к инструкции на эксплуатацию дефектоскопа. Чтобы обеспечить перемещение щупов в заданных пределах, их устанавливают в специальный держатель (рис. 45).
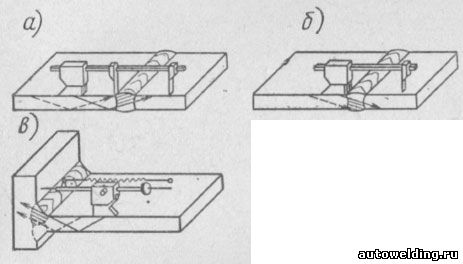
Рис. 45. Держатели призматических щупов
а - для контроля стыковых швов отраженным лучом; б - для контроля стыковых швов прямым лучом; в - для контроля угловых швов

Рис. 46. Схема определения размеров дефекта в стыковом шве
а - протяженности l; б - высоты h

Рис. 47. Конструктивная схема жидкостного глубиномера
1 - генератор дефектоскопа; 2 - цилиндр; 3 - компенсирующий объем; 4 - глубиномер; 5 - механизм перемещения поршня; 6 - жидкость; 7 - поршень; 8 - пьезоэлектрическая пластинка
При обнаружении дефекта в сварном шве на экране дефектоскопа появляется импульс. Условную протяженность его измеряют длиной зоны перемещения щупаискателя вдоль шва, в пределах которой наблюдается появление и исчезнование импульса (рис. 46, а). Условную высоту дефекта определяют как разность глубин, измеренных в крайних положениях щупаискателя, в которых появляется и исчезает импульс при перемещении щупа перпендикулярно оси шва (рис. 46, б). Условную высоту дефектов, имеющих большую протяженность, измеряют в месте, где импульс от дефекта имеет наибольшую амплитуду.
Глубину залегания дефекта определяют при помощи глубиномеров. Жидкостной глубиномер (рис. 47) состоит из пьезоэлектрической пластинки, которая возбуждается от генератора дефектоскопа одновременно с основной излучающей пьезоэлектрической пластинкой щупаискателя. Эта пластинка помещена в цилиндр с компенсирующим объемом. Цилиндр наполнен жидкостью и имеет поршень, связанный со шкалой глубиномера. При прозвучивании сварного шва на экране электроннолучевой трубки вместе с начальным и донным сигналом появляется так называемый служебный импульс, отраженный от поршня цилиндра глубиномера. Положение его на экране трубки дефектоскопа определяется положением поршня в цилиндре. Передвигая поршень, совмещают служебный импульс с импульсом, отраженным от дефекта, и по шкале глубиномера определяют глубину залегания дефекта. При совмещении поршня с донным импульсом можно определить толщину металла. Подобные глубиномеры могут быть присоединены к любому ультразвуковому импульсному дефектоскопу.
Повышения скорости контроля можно достичь применением несложных устройств (рис. 48), позволяющих осуществлять перемещение дефектоскопа вдоль шва и возвратно-поступательное движение щупа. Щуп-искатель устанавливается на тележке устройства и соединяется с ультразвуковым дефектоскопом. На этой же тележке находится механизм передвижения, состоящий из электродвигателя мощностью 12 вт, червячных пар и кривошипного механизма.

Рис. 48. Схема автоматизированного контроля стыков трубопроводов с помощью специального приспособления
1 - контрольный механизм; 2 - труба; 3 - роликовая цепь; 4 - коробка со щупом; 5 - ультразвуковой дефектоскоп
Значительно увеличивается надежность и скорость контроля при использовании автоматического ультразвукового дефектоскопа ДАУЗ-169, позволяющего контролировать сварные соединения при толщине листов от 6 до 16 мм. Он представляет собой датчик, установленный на автоматически передвигающейся каретке, соединенной гибким кабелем со шкафом с электронными блоками.
Дефекты регистрируются записью на диаграммной ленте и краскоотметчиком на контролируемом шве, работа которого дублируется световой сигнализацией. Скорость контроля составляет 1 м/мин. Применение его значительно увеличивает надежность и производительность процесса контроля сварных швов.
Результаты ультразвуковой дефектоскопии согласно ГОСТ 14782-69 фиксируют в журнале или в заключении, обязательно указывая:
а) тип сварного соединения; индексы, присвоенные данному изделию и сварному соединению; длину проконтролированного участка шва;
б) технические условия, по которым выполнялась дефектоскопия;
в) тип дефектоскопа;
г) частоту ультразвуковых колебаний;
д) угол ввода луча в контролируемый металл или тип искателя, условную или предельную чувствительность;
е) участки шва, которые не подвергались дефектоскопии;
ж) результаты дефектоскопии;
з) дату дефектоскопии;
и) фамилию оператора.
При сокращенном описании результатов дефектоскопии каждую группу дефектов указывают отдельно.
Характеристика протяженности дефекта обозначается одной из букв А, Б, В. Цифрами обозначают: количество дефектов в шт.; условную протяженность дефекта в мм; наибольшую глубину залегания дефекта в мм; наибольшую условную высоту дефекта в мм.
Буква А указывает, что протяженность дефекта не превышает допускаемую техническими условиями. Буква Б используется для характеристики дефекта большей протяженности, чем типа А. Буквой В обозначают группу дефектов, отстоящих друг от друга на расстоянии не более величины условной протяженности для дефектов типа А.
Ниже приводится пример сокращенной записи результатов дефектоскопии в журнале или в заключении.
На участке шва сварного соединения С15 (ГОСТ 5264-69), обозначенном индексом МН-2, длиной 800 мм обнаружены: два дефекта типа А на глубине 12 мм, один дефект типа Б условной протяженностью 16 мм на глубине 14-22 мм, условной высотой 6 мм и один дефект типа В условной протяженностью 25 мм на глубине 5-8 мм.
Сокращенная запись результатов испытания выглядит так:
С15, МН-2, 800; А-2-12; Б-1-16-22-6; В-1-25-8.
К работе с ультразвуковыми дефектоскопами допускают лиц, прошедших инструктаж по правилам техники безопасности и имеющих соответствующее удостоверение. Перед проведением контроля на большой высоте, в труднодоступных местах или внутри металлоконструкций оператор проходит дополнительный инструктаж, а его работу контролирует служба техники безопасности.
Ультразвуковой дефектоскоп при работе заземляют медным проводом сечением не менее 2,5 мм 2 . Работать с незаземленным дефектоскопом категорически запрещается. При отсутствии на рабочем месте розетки подключать и отключать дефектоскоп может только дежурный электрик.
Запрещается проводить контроль вблизи сварочных работ при отсутствии защиты от лучей электрической дуги.
Л.П. Шебеко, А.П. Яковлев. "Контроль качества сварных соединений"
Выбор по производителю
Не выбрано Компьютерная радиография DUERR NDT / DÜRR NDT АКС Синтез НДТ Proceq SA НПЦ Кропус Константа Центр МЕТ Bosello High Technology SaluTron® Messtechnik GmbH ЗИО "ПОЛАРИС" НПП «Промприбор» ЭЛИТЕСТ Промтест Bruker ТОЧПРИБОР FUTURE-TECH CORP. OXFORD Instruments Амкро Ньюком-НДТ Sonotron NDT YXLON International Array Corporation Raycraft General Electric Vidar systems corporation ООО «Арсенал НК» Echo Graphic НПП "Машпроект"
21.06.2017
Ультразвуковая дефектоскопия – один из методов неразрушающего контроля. Свойство ультразвука распространяться в однородной среде направленно и без существенных затуханий, а на границе раздела двух сред (например, металл – воздух) почти полностью отражаться, позволило применить ультразвуковые колебания для выявления дефектов (раковины, трещины, расслоения и т.п.) в металлических деталях без их разрушения.
Ультразвуковая дефектоскопия - метод, позволяющий осуществлять поиск дефектов в материале ОК (объекта контроля) путём излучения и принятия ультразвуковых колебаний, отраженных от внутренних несплошностей (дефектов), и дальнейшего анализа времени их прихода, амплитуды, формы и других характеристик с помощью специального оборудования - ультразвуковых дефектоскопов . Сейчас УЗ дефектоскопия, наряду с радиографическим контролем , является одним из самых распространенных методов неразрушающего контроля.
Первые попытки осуществить неразрушающий контроль ультразвуковой волной предпринимались с 1930 года. А уже спустя 20 лет ультразвуковой контроль качества сварных соединений приобрел наибольшую популярность по сравнению с другими методами контроля качества сварки. Кроме того, для некоторых изделий он стал обязательным.
Наиболее распространенным способом возбуждения ультразвуковых волн в контролируемом объекте и приема волн, прошедших через объект, является использование пьезоэлектрических преобразователей. Для возбуждения волн используется обратный пьезоэлектрический эффект, а для их приема – прямой пьезоэлектрический эффект. Для возбуждения и приема волн могут использоваться два раздельных преобразователя, либо может использоваться совмещенный преобразователь, выполняющий функции излучателя и приемника. Между объектом и преобразователем обычно необходимо создание прослойки контактной жидкости, так как при наличии между ними слоя воздуха эффективность излучения и приема волн будет резко снижаться из-за существенного различия акустического сопротивления воздуха и контролируемого материала (материала преобразователя).
Ультразвуковой контроль сварных соединений и материалов основывается на возможности ультразвука распространяться в контролируемом изделии, отражаясь от границ материалов и внутренних дефектов. Звуковые волны в однородном материале при ультразвуковом контроле не изменяют траектории движения. Дефекты в металле, возникающие при сварке и литье, как правило, представляют собой газовые включения. Так как газ имеет акустическое сопротивление на 5 порядков меньше, чем металл, то ультразвуковая волна практически полностью отражается от дефекта (при условии, что размер дефекта больше половины длины волны). При размерах дефекта меньше половины длины волны ультразвуковая волна огибает дефект, то есть наблюдается дифракция. Разрешающая способность ультразвуковой дефектоскопии, то есть минимальный размер дефекта, который может быть выявлен с помощью этого метода, определяется длиной волны. Для повышения разрешающей способности стараются увеличить частоту используемых при контроле колебаний. Недостатком является то, что с увеличением частоты снижается проникающая способность ультразвука. В связи с этим выбор частоты колебаний требует нахождения определенного компромисса между разрешающей способностью и проникающей способностью.
При ультразвуковой дефектоскопии сварных соединений используется, в основном, эхо-импульсный метод контроля. Реже применяется теневой метод и другие.
Ультразвуковые колебания, называемые также акустическими волнами с частотой, превышающей 20кГц. Они представляют собой механические колебания, которые способны распространяться в упругих средах. В дефектоскопии используется диапазон частот 0,5-10МГц.
При распространении упругих волн в металле частицы металла колеблются относительно точки равновесия. Расстояние между двумя частицами металла, колеблющимися в одинаковой фазе, будет являться длиной ультразвуковой волны. Длина волны L связана со скоростью её распространения c и с частотой колебаний f. Эта зависимость выражается формулой: L=c/f.
Скорость распространения акустической волны зависит от физических свойств среды и от типа волны. Скорость продольной волны примерно в 2 раза выше, чем скорость поперечной.
При наклонном падении продольной акустической волны на границу раздела двух сред 1 и 2 (см. рисунок ниже), вместе с отражением возникает явление преломления и трансформации ультразвуковой волны. Проявляются преломлённые и отражённые продольные волны, а также сдвиговые поперечные волны.
На схеме а) показано, что падающая под углом β волна С l1 разделяется на преломлённую С l2 и сдвиговую С t2 , которые распространяются в металле. Отражённая волна на рисунке не показана. При определённом критическом значении угла падения β= β кр1 , преломлённая продольная волна перестанет проникать вглубь металла и будет распространяться только по её поверхности (схема б) на рисунке выше). Дальнейшее увеличение угла падения до β кр2 . приведёт к тому, что сдвиговая волна будет распространяться только на поверхности металла (схема в) на рисунке). Такое явление широко используется на практике при ультразвуковой дефектоскопии сварных соединений для генерирования в контролируемых сварных швах акустических волн определённого типа.
Существует несколько методов ультразвукового контроля: эхо-импульсный, эхо-зеркальный, эхо-сквозной, дельта-метод (разновидность эхо-зеркального), когерентный метод (разновидность эхо-импульсного), теневой, зеркально теневой. Рассмотрим кратко наиболее распространенные из них, см. рисунок:
.jpg)
1. Эхо-импульсный метод . Он заключается в направлении акустической волны на сварное соединение и регистрации отражённой волны от дефекта. При таком методе источником и приёмником волн выступает один преобразователь (схема а) на рисунке).
2. Теневой метод . Такой метод ультразвуковой дефектоскопии заключается в использовании двух преобразователей, установленных на разные стороны сварного соединения. При таком методе один из преобразователей генерирует акустические волны (излучатель), а второй их регистрирует (приёмник). При этом приёмник должен быть расположен строго по направлению движения волны, переданной излучателем. При таком методе признаком дефекта является пропадание ультразвуковых колебаний. В потоке ультразвука получается "глухая область", это означает, что волна на этом участке не преодолела сварной дефект (схема б) на рисунке).
3. Эхо-зеркальный метод . Он также заключается в использовании двух преобразователей, но располагаются они с одной стороны сварного соединения. Сгенерированные приёмником ультразвуковые колебания отражаются от дефекта и регистрируются приёмником. На практике такой метод получил широкое распространение для поиска дефектов, расположенных перпендикулярно поверхности сварного соединения, например, сварных трещин (схема в) на рисунке).
4. Зеркально-теневой метод . По своей сути представляет собой теневой метод, но преобразователи располагаются не на противоположных поверхностях сварного соединения, а на одной. При этом регистрируются не прямой поток ультразвуковых волн, а поток, отражённый от второй поверхности сварного соединения. Признаком дефекта является пропадание отражённых колебаний (схема г) на рисунке).
При ультразвуковой дефектоскопии сварных соединений используется, в основном, эхо-импульсный метод контроля. Реже применяется теневой метод и другие.
.jpg) Ультразвуковой
контроль сварных соединений относится к неразрушающим методам контроля варки
и является одним из наиболее применяемых методов. Акустические ультразвуковые
волны способны распространяться внутри твёрдого тела на значительную глубину.
Волны отражаются от границ или от нарушений сплошности, т.к. они обладают другими
акустическими свойствами.
Ультразвуковой
контроль сварных соединений относится к неразрушающим методам контроля варки
и является одним из наиболее применяемых методов. Акустические ультразвуковые
волны способны распространяться внутри твёрдого тела на значительную глубину.
Волны отражаются от границ или от нарушений сплошности, т.к. они обладают другими
акустическими свойствами.
Направляя ультразвуковые волны на сварное соединение с помощью специальных приборов - ультразвуковых дефектоскопов и улавливая отражённые сигналы, на экране дефектоскопа отображаются импульсы излученной и отражённой волн. По расположению этих импульсов и по их интенсивности, можно судить о расположении дефектов, их величине и определить характер сварного дефекта.
При контроле сварных швов необходимо тщательно выполнить прозвучивание всего металла сварного шва. Существуют способы прозвучивания прямой и отражённой волной. Прямой волной прозвучивают нижнюю часть шва, а отражённой волной - верхнюю, как это показано на рисунке справа.
Чувствительность ультразвукового контроля определяется наименьшим размером дефекта (или эталонного отражателя), который возможно выявить. Роль эталонных отражателей часто играют плоскодонные отверстия, расположенные перпендикулярно направлению прозвучивания, а также боковые отверстия или зарубки, см. рисунок:
.jpg)
Разрешающая способность эхо-метода определяется минимальным расстоянием между двумя дефектами, при котором их можно определить, как раздельные дефекты, а не как один.
При ультразвуковом контроле, выявленный дефект оценивают, исходя из следующих параметров: амплитуды ультразвуковой волны, условной протяжённости, высоты и ширины дефекта, и его формы.
Условную длину сварного дефекта определяют длиной перемещения излучателя вдоль соединения, на протяжении которой фиксируется эхо-сигнал, исходящий от дефекта. Таким же образом, при перемещении излучателя по нормали к сварному соединению, можно определить условную ширину дефекта.
Условную высоту оценивают, исходя из разности интервалов времени между излучённой и отражённой от дефекта волной при крайних положениях излучателя.
Определить истинную величину сварного дефекта при ультразвуковом контроле очень часто оказывается затруднительно. Поэтому, чаще всего стремятся вычислить его эквивалентные величины (площадь или диаметр). Эквивалентной площадью сварного дефекта принято считать, к примеру, площадь плоскодонного отверстия в образце, амплитуда отражённой волны от которого равна амплитуде отражённой волны в проверяемом шве. Почти во всех случаях вычисленная эквивалентная площадь дефекта меньше его настоящей площади.
Форму сварного дефекта (плоскостной или объёмный) устанавливают, используя специальную методику, исходя из формы эхо-сигнала, отображаемого на экране дефектоскопа.
На точность данных, полученных при ультразвуковом контроле, влияют несколько факторов. Основные из них - это:
1. Уровень квалификации оператора
2. Внимательность оператора при работе и тщательность проведения контроля
3. Соответствие измеряемых показателей тем, которые предусмотрены инструкцией
.jpg) Технология
акустического контроля сварки зависит от типа сварного соединения и от требований,
предъявляемых к качеству изделия. Технологию проведения акустического контроля
можно условно разделить на несколько основных этапов:
Технология
акустического контроля сварки зависит от типа сварного соединения и от требований,
предъявляемых к качеству изделия. Технологию проведения акустического контроля
можно условно разделить на несколько основных этапов:
1. Контроль сварного соединения внешним осмотром
2. Выбор метода контроля и типа преобразователя
3. Определение границ перемещения преобразователя
4. Подготовка поверхности сварного соединения для контроля
5. Размещение, включение, проверку работоспособности приборов и оборудования
для контроля, их настройка
6. Прозвучивание металла сварного шва и зоны термического влияния
7. Оформление данных, полученных при контроле
8. Определение качества сварки, исходя из результатов контроля
9. Оценка качества сварки на соответствие требованиям, предъявляемым к металлоконструкции.
.jpg) При
внешнем осмотре сварного соединения устанавливают толщину свариваемого металла,
тип соединения, размеры сварного шва (величину усиления или размер катета) и
устанавливают наличие или отсутствие внешних сварных дефектов. Недопустимые
дефекты необходимо устранить.
При
внешнем осмотре сварного соединения устанавливают толщину свариваемого металла,
тип соединения, размеры сварного шва (величину усиления или размер катета) и
устанавливают наличие или отсутствие внешних сварных дефектов. Недопустимые
дефекты необходимо устранить.
Контролируя сварное соединение, преобразователем совершают продольно-поперечные движения вдоль сварного шва, а также, одновременно с этим, вращательные движения, см. рисунок слева.
Преимуществами данного метода контроля являются:
1. Высокая чувствительность приборов
2. Компактность оборудования и приборов
3. Информацию о качестве сварного соединения можно получить достаточно быстро
4. Возможность контроля соединений большой толщины
5. Низкая стоимость дефектоскопии, т.к. затраты при её проведении минимальны
6. Безопасен для здоровья человека (по сравнению, например, с методом рентгеновской
дефектоскопии, или методом радиационной дефектоскопии)
7. Этим методом можно выявить почти все известные сварные дефекты
8. Данный метод контроля не разрушает сварное соединение
9. Возможность проводить проверку в "полевых" условиях, благодаря
наличию переносных дефектоскопов.
К недостаткам ультразвуковой дефектоскопии можно отнести:
1. Необходима подготовка поверхности соединения
2. Если дефект расположен перпендикулярно движению волны, его можно пропустить
при проверке
3. Если размер дефекта меньше длины волны, то дефект остаётся "невидимым",
т.к. он не отражает волну. А если увеличивать длину волны, то глубина проверки
снижается.
4. Данные о дефекте часто оказывается ограниченными. Могут возникнуть трудности
с определением и его формы.
5. Сложность контроля сварки материалов с крупнозернистой структурой. Например,
при , или (аустенитной,
или перлитной), т.к. акустические волны в такой структуре быстро затухают.
Комплект оборудования для ультразвукового контроля можно условно разделить на основные группы:
1. Дефектоскопы и преобразователи. Подробнее о них рассказано на странице:
"Дефектоскопы для ультразвукового контроля сварных соединений".
2. Комплекты образцов и эталонов, необходимых для настройки и поверки приборов
3. Координатные линейки и шаблоны для определения места расположения дефектов
4. Вспомогательные приспособления
Методика ультразвукового контроля сварных швов во многом обусловливается типом и размерами соединений. Однако при этом существует ряд общих положений ло прозвучиванию сварных швов, определению размеров и конфигурации дефектов, а также по оценке качества сварных соединении и сочетанию метода ультразвуковой дефектоскопии с другими методами контроля.
Прозвучивание металла шва
При контроле качества сварных соединений необходимо обеспечивать тщательное прозвучивание металла шва. Ультразвуковые колебания вводятся в металл шва через основной металл,с помощью наклонных искателей. Различают способы прозвучивания прямым, однократно, двукратно и многократно отраженными лучами (рис. 14).
Тип искателя, способ прозвучивания и метод перемещения искателя определяются типом и размерами сварного соединения, а также характером встречаемых в нем дефектов. Угол ввода колебаний выбирают таким, чтобы расстояние от искателя до шва было как можно меньшим, а направление луча - возможно близким к нормали к такому сечению, в котором площадь ожидаемых дефектов максимальна. Поэтому двукратно и многократно отраженным лучом контролируют в том случае, если размеры валика усиления шва не позволяют прозвучивать шов прямым или однократно отра-.женным лучом при оптимальном угле ввода луча.
Рис. 14. Способы прозвучивания металла шва лучом: а - прямым; б - однократно отраженным; в - двукратно отраженным; г - многократно отраженным.
Особое внимание должно быть уделено тем дефектам, отражение от которых можно получить лишь тогда, когда их поверхность перпендикулярна акустической оси искателя.
Контроль сварных швов, как правило, осуществляют эхо-методом с включением искателя по совмещенной схеме. Раздельную и раздельно-совмещенную схемы включения искателей применяют, если контроль по совмещенной схеме не обеспечивает достаточную надежность и достоверность.

Рис. 15. Выявление дефекта при различных углах ввода луча α 1: 1 и 2 - поверхности соединения; 3 и 4 - стороны соединения
Надежность прозвучивания во многом определяется качеством акустического контакта между изделием и искателем. С целью обеспечения акустического контакта производят соответствующую подготовку поверхности металла и смачивание ее слоем контактирующей среды. В случае применения призматических искателей подготовка поверхности сводится лишь к удалению выпуклостей и брызг металла, отслаивающейся ржавчины и грязи.
Во избежание быстрого износа призмы в процессе прозвучивания нажим на искатель должен быть минимальным, лишь обеспечивающим плотное прилегание призмы к поверхности металла.
Эффективным средством снижения интенсивности износа призм является применение полиэтиленовых прокладок, через которые вводятся ультразвуковые колебания в металл.
Качество акустического контакта зависит также от формы рабочей поверхности искателя и конфигурации изделия. При прозвучивании поперечных сварных соединений металла цилиндрической формы с радиусом кривизны свыше 100 мм применяют искатели с плоской поверхностью. При малых радиусах цилиндрических поверхностей для улучшения акустического контакта рабочую поверхность искателя притирают к цилиндрической поверхности изделия. Если прозвучивание шва производят в направлении, перпендикулярном к образующей цилиндрической поверхности, то искатели с плоской поверхностью можно использовать лишь при радиусе кривизны более 300 мм. Продольные швы в конструкциях цилиндрической формы с радиусом кривизны менее 300 мм ультразвуком не контролируют, так как достичь при этом удовлетворительного контакта даже путем притирки искателей не удается.
Прозвучивание всего объема наплавленного металла, как правило, обеспечивается за счет продольно-поперечного сканирования искателем (рис. 16). Шаг поперечного сканирования должен быть меньше размеров сечении ультразвукового пучка на уровне 0,8 диаграммы направленности и практически составляет 2-4 мм. Для повышения надежности контроля в процессе сканирования осуществляют непрерывные вращательные движения искателя на угол |φ|~10-15° от положения, при котором ось луча нормальна к продольной оси шва (рис. 16).

Рис. 16. Схемы сканирования шва: 1 - продольное; 2 - поперечное; 3 - вращательное, 4 - поворотное.
Для выявления ориентированных различным образом дефектов сварной шов при возможности прозвучивают с двух сторон. Прозвучивание соединений вначале осуществляют при поисковой чувствительности, превышающей оптимальную. На вход приемного тракта дефектоскопа, кроме полезных эхо-сигналов, могут поступать помехи. Если частота ультразвука выбрана верно, то, как правило, главным видом помех являются ложные эхо-сигналы от подрезов допустимых размеров и от неровностей на поверхности валика усиления.
Сигналы помех в отдельности ничем не отличаются от полезных сигналов, отраженных от дефектов. Их появление не может быть предугадано и в этом отношении они являются случайными. Однако при контроле соединений заданного типоразмера можно предопределить вероятные области временного сдвига помех по отношению к зондирующему импульсу.
Стыковые сварные соединения
Контроль стыковых сварных соединений осуществляют эхо-методом по совмещенной схеме (рис. 17, а, б, в, г, д). Значительно реже применяют теневой метод (рис 17, е).
Вводить ультразвуковые колебания с помощью прямых искателей непосредственно в наплавленный металл нельзя, так как между грубой неплоской поверхностью усиления и искателем не удается создать удовлетворительный акустический контакт. Поэтому прозвучивание швов ведут с помощью призматических искателей, зигзагообразно перемещаемых в определенных пределах вдоль шва (рис. 17, а); шаг продольного перемещения составляет 2-5 мм. Для выявления дефектов, различным образом ориентированных в металле, шов следует прозвучивать с двух сторон усиления. При этом исключается также пропуск рядом расположенных дефектов, который может быть вызван интерференцией отраженных от них колебаний.
Швы толщиной более 150 мм прозвучивают прямым лучом с двух противоположных поверхностей металла (при возможности доступа к обеим поверхностям).
Проконтролировать весь объем наплавленного металла с одной поверхности не удается, так как для прозвучивания таких швов однократно отраженным лучом чувствительность дефектоскопа оказывается недостаточной.
При прозвучивании шва с одной поверхности прямым лучом (рис. 17, б) остается непроконтролированной мертвая зона, высота l min которой связана с шириной усиления b соотношением

где b - ширина усиления;
d - стрела искателя;
а - угол ввода луча.

Рис. 17. Схемы прозвучивания стыковых сварных швов
Величина мертвой зоны при контроле шва может быть легко определена по шкале глубиномера дефектоскопа или по координатной линейке. Значение мертвой зоны определяется цифрой по шп Н для d+b/2 на соответствующей шкале L.
Для обеспечения большей чувствительности и уменьшения мертвой зоны каждый шов контролируют искателями с различными углами ввода луча. Прозвучивание шва этими искателями ведут послойно, увеличивая чувсвительность и уменьшая угол ввода с увеличением глубины расположения слоя (рис. 18).
Швы толщиной 25 - 150 мм могут быть прозвучены с одной поверхности основного металла прямым и однократно отраженным лучом (рис. 1, в). При этом yгол ввода а обычно выбирают таким, чтобы ось луча в одном из положений искателя пересекла ось симметрии шва толщиной δ на глубине 0,5δ. Величина угла α определяется уравнениями:
при прозвучивании прямым лучом

при прозвучивании однократно отраженным лучом


Рис. 18. Схема контроля стыковых сварных швов толщиной более 150 мм.
Очевидно, прозвучить все сечение стыкового шва можно двумя искателями, у одного из которых угол ввода луча имеет величину, определяемую из предыдущих выражений. При этом необходимо, чтобы выполнялось условие
где
 и
и
 - углы ввода луча искателей при
прозвучивании прямым и отраженным лучом
соответственно.
- углы ввода луча искателей при
прозвучивании прямым и отраженным лучом
соответственно.
Чем меньше толщина основного металла, тем больший угол ввода луча необходим для контроля шва, так как с уменьшением толщины δ ширина b усиления падает незначительно. При этом для прозвучивания шва прямым лучом всегда требуется больший угол ввода луча, чем для прозвучивания того же шва лучом, отраженным от противоположной поверхности основного металла. Поэтому шов может быть прозвучен одним искателем, угол ввода луча которого рассчитан по выражению (2). Удовлетворительные результаты при контроле дают искатели с углами ввода луча меньше 80°. В связи с этим искателями типовой конструкции оказывается возможным прозвучивать прямым лучом стыковые швы металла толщиной более 20 - 25 мм. Швы металла меньшей толщины могут быть прозвучены с помощью этих искателей только лучом, претерпевшим одно или несколько отражений в основном металле.
Швы толщиной 10-25 мм контролируют искателем с углом ввода луча α=65-70°. При этом нижняя часть шва прозвучивается прямым или двукратно отраженным лучом, а верхняя - однократно отраженным (см. рис. 17, г).
Швы листов толщиной менее 10 мм могут быть прозвучены с помощью типовых искателей лучом, претерпевшим многократные отражения в основном металле (рис 17, д). Минимальное число отражений n, претерпеваемых ультразвуковым лучом в основном металле до входа в шов составляет

Для обеспечения высокой достоверности контроля швов малой толщины целесообразно использовать специальные искатели с уменьшенной стрелой, позволяющие прозвучивать нижнюю часть шва прямым лучом
При контроле стыковых швов любой толщины угол ввода луча и способ прозвучивания определяют собой зону перемещения искателя.
При прозвучивании шва прямым лучом искатель перемещают от валика усиления на расстояние (см. рис. 17, б, в)

Особенности контроля стыковых, соединений большой толщины
Опыт контроля сварных соединений большой толщины (100 мм и более) показал, что ультразвуковая дефектоскопия является наиболее надежным средством их проверки. Швы толщиной 100 - 200 мм доступны гаммаграфированию, но чувствительность и производительность при этом оказываются весьма низкими. С помощью бетатрона можно контролировать швы толщиной до 500 мм, но реализация этого способа проверки затрудняется дороговизной аппаратуры и необходимостью строительства специально оборудованного помещения.
Трудности, возникающие при ультразвуковом контроле сварных соединений большой толщины, прежде всего связаны с необходимостью обеспечения высокой чувствительности контроля. Предельная толщина доступных проверке сварных соединений определяется величиной зерна металла, поэтому вопросы контроля соединений большой толщины и крупнозернистых швов целесообразно рассматривать совместно.
Сварные соединения толщиной до 150 - 200 мм из сталей перлитного класса, выполненные многослойной сваркой или электрошлаковой с последующей нормализацией, могут быть проконтролированы с помощью серийных ультразвуковых дефектоскопов При прозвучивании обычно применяют искатели с углом призмы 30 или 40°. Часто для большей надежности контроля производят последовательное прозвучивание обоими искателями. Искатель с углом призмы 50° используют для выявления дефектов в мертвой зоне шва, которая не могла быть прозвучена искателями с меньшим углом призмы. В связи со значительным уменьшением чувствительности при возрастании толщины контроль рекомендуется вести, как правило, прямым лучом с обеих поверхностей изделия. Лишь при толщине швов не более 100 - 150 мм (в зависимости от структуры металла) допустим контроль однократно отраженным лучом с одной поверхности соединения, если нет доступа к противоположной поверхности.
По этой же причине при контроле сварных соединений толщиной более 200 - 250 мм возникает необходимость в увеличении чувствительности по мере углубления ультразвукового импульса в толщу металла шва. Обычно пределов временной регулировки чувствительности серийных дефектоскопов оказывается недостаточно для выравнивания чувствительности по глубине. В этом случае приходится прибегать к послойному способу контроля, при котором сначала на пониженной чувствительности контролируется верхняя часть металла шва, а затем при переходе к контролю более глубоких слоев чувствительность увеличивается. Для контроля послойным способом сварных соединений толщиной до 700 мм разработаны специальные дефектоскопы, в которых с помощью переключателя одновременно меняется задержка развертки и чувствительность (например дефектоскоп УДЦ-13).
Возможность ультразвукового контроля сварных соединений особо большой толщины и сварных соединений из материала с крупнозернистой структурой, в частности, из аустенитных сталей, в большой степени зависит от технологии сварки и термообработки. Поэтому при возникновении трудностей в проведении контроля методика дефектоскопии отрабатывается на образцах с моделями дефектов, расположенных на разной глубине. В начале исследования пытаются обнаружить близкие дефекты, а затем - более глубоко залегающие. Если при выявлении искусственных дефектов никаких сигналов на экране не наблюдается при максимальной чувствительности дефектоскопа, то рекомендуется использовать искатель с уменьшенным углом призмы, увеличенным диаметром пьезопластины и пониженной рабочей частотой. Не следует применять очень низкие частоты, так как при этом ухудшается отношение сигнал-шум. При большом уровне структурных помех для увеличения отношения сигнал-шум необходимо уменьшить угол призмы искателя и длительность, но не амплитуду зондирующего импульса, увеличить диаметр пластины и применить фокусировку ультразвука (только для выявления дефектов в ближней зоне).
Для оценки качества швов большой толщины по данным ультразвуковой дефектоскопии необходимо изучить технологию сварки данного соединения, характер возникающих в нем дефектов при возможных нарушениях нормального режима сварки, а также особенности выявления этих дефектов при озвучивании их с разных сторон.
В большинстве случаев в результате предварительных исследований удается разработать достаточно четкую методику определения качества швов больших толщин с помощью ультразвуковой дефектоскопии.
В настоящее время ультразвуковая дефектоскопия применяется для проверки качества многих стыковых сварных соединений толщиной до 700 мм, например, для контроля электрошлаковой сварки корпусов доменных печей, станин гидравлических прессов, корпусов атомных реакторов и т.п. Однако в некоторых случаях нельзя добиться выявления дефектов в сварных соединениях. Это обычно имеет место при контроле аустенитных сталей с размером зерна порядка 1 мм и более, а также перлитных сталей с крупной видманштедтовой структурой, особенно при значительной толщине их. Таким образом, существует класс сварных соединений, не проверяемых ультразвуком при современном состоянии этого метода дефектоскопии.
Особенности контроля стыковых швов малой толщины
Основная трудность, возникающая при контроле сварных швов малой толщины (менее 10 - 15 мм), состоит в том, что ложные сигналы, отраженные от валика усиления или подкладной планки, почти совпадают во времени с ожидаемыми сигналами от дефектов.
Для повышения разрешающей способности следует стремиться, чтобы средняя часть или корень шва, где наиболее вероятно появление непроваров и шлаков, контролировалась прямым лучом. Это достигается при больших углах призмы и малой стреле искателя. Верхняя часть шва контролируется однократно отраженным лучом.
Чем меньше толщина сварного шва, тем больше должен быть угол призмы искателя. При углах 55 - 57° появляется довольно интенсивная поверхностная волна, что ограничивает дальнейшее увеличение угла призмы. При возрастании угла призмы необходимо увеличить стрелу искателя, чтобы не возникало отражения ультразвука от переднего угла призмы. Избежать это можно, размещая пьезопластину ближе к контактной поверхности призмы, а также придавая пьезопластине полукруглую или прямоугольную формы и уменьшая ее размеры. При этом для сохранения достаточно высокой направленности излучения необходимо повышать частоту. Высокая частота в то же время способствует дальнейшему повышению лучевой разрешающей способности за счет уменьшения длительности зондирующего импульса.
Для контроля сварных соединений труб, выполненных односторонней сваркой, применяют искатели, контактная поверхность которых соответствует форме трубы. Если диаметр трубы менее 25 мм, необходимо применять искатели с фокусирующим протектором, предотвращающим расхождение лучей в стенке трубы. Использование фокусирующего протектора полезно также при контроле труб большего диаметра (25 - 60 мм).
Настройка аппаратуры при контроле труб также выполняется по угловому отражателю, хорошо имитирующему основной тип дефекта - непровар в корне шва. Размеры угловых отражателей определяются толщиной контролируемого соединения и типом искателя. Так, например, для искателя с углом призмы β=53° при контроле швов толщиной 7 - 15 мм размеры углового отражателя составляют 5 мм 2 (глубина 2 мм, ширина 2,5 мм). Бракуются соединения с дефектами, эхо-сигнал от которых превосходит сигнал от углового отражателя по амплитуде и условной высоте. Дефекты типа отдельных пор диаметром 1 мм и менее при такой чувствительности практически не выявляются
Контроль стыковых сварных швов в конструкциях железнодорожного транспорта
Метод ультразвуковой дефектоскопии стыко вых сварных соединений толщиной от 10 до 50 мм широко используется при изготовлении, ремонте и эксплуатации пролетных строений железнодорожных мостов локомотивов и вагонов.
При обнаружении недопустимых пороков в шве произ водят ремонт дефектного участка с последующим повторным контролем.
В случае обнаружения включений, расположение v размеры которых по данным ультразвуковой дефектоскопии не позволяют забраковать шов, сомнительный участок шва подвергают рентгенографированию с целью уточнения характера включений.
Контроль стыковых соединений в паропроводах и котлах
Сварные соединения труб паропроводов диаметром 130 мм и более с толщиной стенок 15-60 мм выполняют чаще всего на подкладных кольцах (рис. 19), хотя в последнее время используют способ сварки без подкладных колеи с проплавлением корня шва.

Рис. 19. Схема контроля сварного соединения паропровода.
В настоящее время ультразвуковую дефектоскопию применяют как обязательный способ проверки качества этих соединений, а просвечивание проникающими излучениями - как дополнительный способ. Для контроля применяют дефектоскопы с рабочей частотой 1,8 МГц и призматические искатели с углом β=40°. При угле β=40° можно контролировать чувствительность по отражению от подкладного кольца и по положению на экране дефектоскопа легко отличать эти отражения от сигналов, связанных с дефектами.
Верхнюю часть сварного шва с толщиной стенки до 40 мм контролируют однократно отраженным лучом (рис. 19, положение Б), а нижнюю часть - двукратно отраженным лучом (положение В). Контроль производится в один прием, т е. верхняя и нижняя часть шва проверяются за одно движение искателя. Сварные швы толщиной более 40 мм контролируют в два приема: сначала проверяют корневую часть шва прямым лучом (положение А), а затем - верхнюю часть однократно отраженным лучом.
Настройка чувствительности производится по угловому отражателю площадью 5 мм 2 в тест-образце. Если проверка ведется за один проход искателя, отражатель выполняется только на внутренней стороне тест-образца, а если за два прохода, - то на внутренней и на внешней поверхностях. При поиске дефектов чувствительность увеличивается в 1,5 - 2 раза, а при исследовании дефектов чувствительность восстанавливается.
Сварные соединения, в которых не обнаружены дефекты с амплитудой эхо-сигнала больше, чем от отражателя площадью 5 мм 2 , считают годными и оценивают баллом 3. В дальнейшем учитывают дефекты только с сигналами большей амплитуды.
Сварные соединения бракуют (оценивают баллом 1) в следующих случаях:
обнаружен хотя бы один дефект на расстоянии более 5 мм от поверхности сварного соединения Такие дефекты выявляются труднее дефектов, расположенных у поверхности;
обнаружен дефект в корне шва, от которого амплитуда импульса или пробег его по экрану больше, чем от отражателя площадью 7 мм 2 ;
в корне шва обнаружен одиночный дефект, условная протяженность которого превышает 10%, или ряд дефектов, суммарная условная протяженность которых превышает 20% от периметра шва.
Сварные соединения с дефектами в корне шва, амплитуда эxo-сигнала от которых больше чем от отражателя площадью 5 мм 2 , но допустимые с точки зрения изложенных выше требований, оцениваются баллом 2 и допускаются к эксплуатации, если характер отражения от них ее имеет типичных признаков отражений от трещин.
Аналогично проверяют кольцевые сварные соединения донышек с камерами коллекторов паровых котлов.
Многолетняя практика ультразвукового контроля сварных швов паропроводов и коллекторов показала надежное выявление опасных дефектов типа трещин и непроваров, поэтому контроль ведут без дублирования просвечиванием.
Ультразвуковой контроль без дублирования просвечиванием также применяют при оценке качества швов котлов паровозов при их ремонте. Прозвучиванию подвергают всю длину швов, имеющих иногда протяженность до 15 м. Внутреннюю часть шва толщиной 18 мм прозвучивают прямым лучом, а наружную часть - однократно отраженным, излучаемым искателем с углом призмы β=50°. Участки швов, в которых по данным ультразвукового контроля обнаружены дефекты с условной протяженностью 5 мм и более, подлежат вырубке, последующей заварке и контролю.
Угловые сварные соединения
Угловые швы сварных соединений долгое время контролировали в основном внешним осмотром и промером. Более надежные методы контроля в промышленности почти не применяли.
Вместе с тем, в угловых швах могут быть не обнаруживаемые внешним осмотром внутренние дефекты в виде пор, шлаковых включений, непроваров и трещин, которые снижают прочность соединений, особенно при воздействии вибрационных нагрузок.
Разработанные в 1957 г. аппаратура и методика позволили применить для контроля качества угловых швов метод импульсной ультразвуковой дефектоскопии.
В настоящее время ультразвуковая дефектоскопия является единственным методом, выявляющим в угловых швах тавровых и крестовых соединений трещины с раскрытием менее 0,2 мм и тонкие непровары в корне шва.
На рис. 20 приведены схемы прозвучивания угловых швов тавровых соединений, которые могут быть использованы для выявления внутренних дефектов.

Рис. 20. Схемы прозвучивания угловых швов при выявлении: а - непровара в корне шва, б - продольных трещин; в - пор и шлака, г - поперечных трещин
Наиболее эффективным является метод ввода ультразвукового луча в шов через основной металл привариваемого листа (схема 3), так как он позволяет выявить все виды внутренних дефектов в угловых швах тавровых и крестовых соединений и наиболее прост. При этом угол ввода колебаний должен быть таким, чтобы направление луча было приблизительно перпендикулярным к сечению, в котором площадь дефектов максимальна.
Анализ геометрии распространения луча показывает, что прозвучивание наплавленного металла шва с катетами K 1 и К 2 при толщине привариваемого листа δ может быть осуществлено одним искателем с углом ввода луча α 1 или последовательно двумя искателями с углами ввода луча α 1 и α 2 (рис. 2). Угол ввода луча α 1 определяется равенством

Так как K 1 ≈К 2 =K, то α 1 =45°. Искателем с углом ввода луча α 1 =45° полностью прозвучивается угловой шов, для которого справедливо соотношение

Это соотношение обычно имеет место при δ>30 мм. При толщинах δ≤30 мм искателем с углом ввода луча α 1 =45° прозвучивается лишь часть шва, заштрихованная на рис. 2 сплошными линиями.

Рис. 21. Схема перемещения искателя при контроле углового шва: 1 – полка; 2 – стенка (привариваемый лист)
Остальная часть шва (заштрихована пунктирными линиями) может быть прозвучена искателем с углом вода луча α 2 > α 1 . Минимальная величина угла α 2 , обеспечивающая надежный контроль объема шва, заштрихованного пунктирными линиями, определяется из равенства

Следует отметить, что для повышения надежности выявления дефектов, расположенных у поверхности шва, целесообразно применять искатели с углом α 1 несколько меньшим 45°.
При контроле искатель перемещают в пределах, определяемых минимальным L min и максимальным L max расстояниями его от полки (рис. 21). Эти расстояния могут быть определены по следующим формулам:
Расстояние от искателя до полки, при котором прямой ультразвуковой луч проходит через ось симметрии таврового соединения, составляет

Очевидно,
что корень шва может быть прозвучен
прямым лучом, если
 .
При невыполнении данного неравенства
прозвучивание ведут однократно отраженным
лучом, перемещая искатель на расстоянии
.
При невыполнении данного неравенства
прозвучивание ведут однократно отраженным
лучом, перемещая искатель на расстоянии

Расстояния A min , A m ax и L cp определяют по шкалам глубиномера или координатной линейки так же, как при контроле стыковых швов.
В процессе прозвучивания швов выбоины на поверхности металла иногда вызывают отражение ультразвука, что усложняет контроль и может привести к ложному представлению о наличии дефектов, в действительности отсутствующих в шве. Для того чтобы индикаторы не реагировали на ложные эхо-сигналы, прозвучивание углового шва следует вести дефектоскопом в режиме «Контроль по слоям». В этом случае на экране дефектоскопа «просматривается» участок пути ультразвукового луча через наплавленный металл шва и индикаторы реагируют на импульсы, отраженные от дефектов шва. Ложные эхо-сигналы достаточно легко можно отличить от импульсов, вызванных дефектом, путем измерения координат расположения отражающей поверхности. При этом прежде всего следует измерить расстояние L от искателя до отражающей поверхности. Для выявления поперечных трещин следует дополнительно прозвучивать каждый шов соединения наклонным искателем по схеме 1 или 3 (рис. 20, г).
В некоторых тавровых соединениях допускается технологический непровар, не превышающий заданной величины.
Контроль угловых швов соединений со сквозным проплавлением
В ответственных тавровых и крестовых соединениях сварных металлоконструкций, как правило, предусматривается полный провар в корне шва. Толщина привариваемых листов (стенки) обычно составляет 8 - 20 мм.
Качество швов таких соединений может быть проконтролировано методом ультразвуковой дефектоскопии путем прозвучивания наплавленного металла однократно отраженным лучом. При этом непровар в корне шва наиболее устойчиво выявляется искателем с углом призмы β≈50°, а трещины, поры, шлаковые включения и непровары по кромке - искателем с углом β≈40°.
Поскольку наиболее вероятным дефектом является непровар в корне шва, контроль целесообразно начинать с прозвучивания соединения искателем с углом призмы β≈50°. При этом искатель следует перемещать на расстоянии от полки, равном L cp ±5 мм; величина L cp может быть определена по соотношениям (5, 6), по глубиномеру дефектоскопа или по координатной линейке.
Участки швов, в которых не обнаружен непровар в корне шва, прозвучивают искателем с углом призмы β≈40°, перемещаемым в пределах, определяемых расстояниями L min и L max от полки соединения (см. рис. 21).
Контроль угловых швов соединений с технологическим непроваром
Угловые швы крестовых соединений, в которых не предусмотрен полный технологический провар, могут быть проконтролированы, если толщина стенки превышает 20 мм Их прозвучивают прямым лучом, излучаемым искателем, расположенным на поверхности стенки. При этом недопустимые дефекты в шве или непроверенный угол стенки вызывают эхо-сигнал большой амплитуды При контроле качественного шва отраженный от технологического непровара сигнал будет значительно слабее, так как торец стенки в месте предусмотренного непровара имеет достаточно плоскую и гладкую поверхность Очевидно, что аналогично можно проконтролировать угловые швы тавровых соединений с толщиной стенки более 20 мм При меньшей толщине швы не могут быть прозвучены прямым лучом. Попытки контролировать их однократно отраженным лучом не дали положительных результатов, так как возникающие при этом эхо-сигналы от технологического непровара не удавалось отличать от эхо-сигналов, обусловленных недопустимыми дефектами Поэтому угловые швы тавровых соединений с технологическим непроваром и толщиной стенки менее 20 мм следует прозвучивать лучом, вводимым через наружную плоскость полки (см. схему 1 и 2 на рис. 20, а).
При изготовлении некоторых конструкций требуется, чтобы технологический непровар в тавровых соединениях не превышал определенной допустимой величины.

Рис. 22. Тавровое соединение: 1 - полка; 2-непровар в корне шва; 3 - стенка; 4 - полный провар
При ультразвуковом контроле ширина b непровара в корне шва таврового соединения (рис. 22) может быть определена двумя методами: сравнением амплитуд эхо-сигналов от непровара и моделей непровара, выполненных в тест-образце; сравнением амплитуд эхо-сигналов от непровара и бесконечной плоскости (безэталонный метод).
При обоих методах используют наклонные искатели, включенные по раздельной схеме; для удобства контроля они могут быть выполнены в общем корпусе.
Нахлесточные сварные соединения
Швы соединений внахлестку целесообразно прозвучивать со стороны основного листа однократно отраженным лучом с помощью искателя, включенного по совмещенной схеме (рис. 23).
Угол
ввода луча определяется соотношением
горизонтального K 1
и вертикального К 2
катетов и может быть рассчитан по
выражению (1) (см. раздел «Ультразвуковая
дефектоскопия угловых сварных швов»).
Причем,
 .
.

Рис. 23. Схема контроля соединений внахлестку однократно отраженным лучом искателя, включенного по совмещенной схеме, при выявлении: а – трещин; б – пор и шлаковых включений; в – непроваров по вертикальной кромке
В процессе контроля искатель перемещают по плоскости основного листа толщиной δ 1 в пределах:


отсчитываемых от торца привариваемого листа.
При этом обеспечивается выявление трещин, непроваров вертикальной кромки и корня шва, а также одиночных включений и их скоплений. В то же время обнаружение непроваров горизонтальной кромки (рис. 24) не гарантируется. Объясняется это тем, что ультразвуковой луч, попадая на горизонтальный плоский дефект, отражается под тем же углом и не возвращается на иcкатель.
Горизонтальные непровары могут быть выявлены зеркально-теневым методом при включении искателей по раздельной схеме (рис. 24). Ультразвуковой импульс, проходя от передающего искателя через бездефектный шов, принимается приемным искателем. При этом на экране появляется импульс на расстоянии от зондирующего, соответствующем глубине залегания отражателя (рис. 24, а)

При обнаружении в шве горизонтального непровара или другого крупного дефекта, расположенного в наплавленном металле шва, амплитуда импульса на экране падает (рис. 24, б).

Рис. 24. Схема контроля соединений внахлестку зеркально-теневым методом искателями, включенными по раздельной схеме.
При контроле необходимо строго соблюдать расстояние между точками ввода искателей

Чтобы обеспечить прозвучивание всего сечения наплавленного металла шва, необходимо перемещать искатели примерно на длину, соответствующую величине горизонтального катета К 1 . При отсутствии дефектов импульс на экране трубки должен оставаться примерно постоянным по амплитуде и исчезать на концах зоны перемещения.
При наличии дефекта ширина участка перемещения, на котором наблюдается импульс от передающего искателя, существенно сокращается.
Исследования показали, что надежность выявления дефектов в швах соединений внахлестку методом ультразвуковой дефектоскопии значительно выше, чем при методах просвечивания.
Для обеспечения безопасных условий эксплуатации различных объектов со сварными соединениями все швы необходимо подвергать регулярной проверке. Вне зависимости от их новизны или давнего срока эксплуатации металлические соединения проверяются различными методами дефектоскопии. Наиболее действенным методом является УЗД – ультразвуковая диагностика, которая превосходит по точности полученных результатов рентгенодефектоскопию, гамма-дефектоскопию, радио-дефектоскопию и др.
Это далеко не новый (впервые УЗК проведен в 1930 году) метод, но является очень популярным и используется практически повсеместно. Это обусловлено тем, что наличие даже небольших приводит к неизбежной утрате физических свойств, таких как прочность, а со временем к разрушению соединения и непригодности всей конструкции.
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики (например, в диагностической медицине). Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка , выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Ультразвуковой контроль сварных швов – это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в ) и выявления присутствия не металлических элементов.
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например:
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 – 79), которые отличаются между собой только способом регистрации и оценки данных:
Практически все приборы для диагностики методом ультразвуковых волн устроены по схожему принципу. Основным рабочим элементом является пластина пьезодатчика из кварца или титанита бария. Сам пьезодатчик прибора для УЗД расположен в призматической искательной головке (в щупе). Щуп располагают вдоль швов и медленно перемещают, сообщая возвратно-поступательное движение. В это время к пластине подводится высокочастотный ток (0,8-2,5 Мгц), вследствие чего она начинает излучать пучки ультразвуковых колебаний перпендикулярно своей длине.
Отраженные волны воспринимаются такой же пластиной (другим принимающим щупом), которая преобразует их в переменный электрический ток и он сразу отклоняет волну на экране осциллографа (возникает промежуточный пик). При УЗК датчик посылает переменные короткие импульсы упругих колебаний разной длительности (настраиваемая величина, мкс) разделяя их более продолжительными паузами (1-5 мкс). Это позволяет определить и наличие дефекта, и глубину его залегания.
Иногда для определения более точного характера дефекта характеристики от УЗД не хватает и требуется применить более развернутые исследования, воспользовавшись рентгенодефектоскопией или гамма-дефектоскопией.
Контроль сварочных швов, основанный на УЗД довольно четкий. И при правильно проведенной методике испытания шва дает полностью исчерпывающий ответ по поводу имеющегося дефекта. Но рамки применения УЗК так же имеет.
С помощью проведения УЗК возможно выявить следующие дефекты:
Подобную УЗД возможно осуществить в следующих металлах:
УЗД проводится в геометрических рамках:
Проверки подвергаются следующие виды швов:
Основные области использования данной методики
Не только в промышленных отраслях используют ультразвуковой метод контроля целостности швов. Данную услугу – УЗД заказывают и в частном порядке при строительстве или реконструкции домов.
УЗК чаще всего применяется:
 Испытания в полевых условиях
Испытания в полевых условиях 








